
张家界,一个以奇特峰林景观著称于世的地方,也是湖南省的一颗璀璨明珠。在这里,除了壮丽的自然风光,还孕育了一群勤劳智慧的人们。今天,就让我们来谈谈张家界的一种特产——不锈钢清洗剂。
张家界不锈钢清洗剂,是当地一家知名企业研发生产的环保型产品。这款清洗剂以高效、环保、安全为特点,深受广大消费者喜爱。它的诞生,解决了不锈钢制品清洗的难题,为当地不锈钢产业的发展注入了新的活力。
张家界不锈钢清洗剂采用国内外先进技术,结合当地丰富的自然资源,经过多年研发而成。其主要成分来源于天然植物提取物,绿色无污染,对人体和环境无害。产品经过严格的国家标准检测,质量有保障。
使用张家界不锈钢清洗剂,可以快速去除不锈钢表面的油污、氧化层、指纹等污渍,使不锈钢表面恢复光亮如新。其高效清洁能力,节省了清洗时间,降低了清洗成本。同时,清洗剂中的独特成分,形成了保护层,有效防止不锈钢表面再次污染,延长了不锈钢制品的使用寿命。
张家界不锈钢清洗剂还具有以下优点:
1. 去污:清洗剂中含有高效去污成分,能迅速分解油污、氧化层等顽固污渍,使不锈钢表面洁净如镜。
2. 环保安全:产品采用环保,不含有害物质,对人体和环境无害,符合国家环保要求。
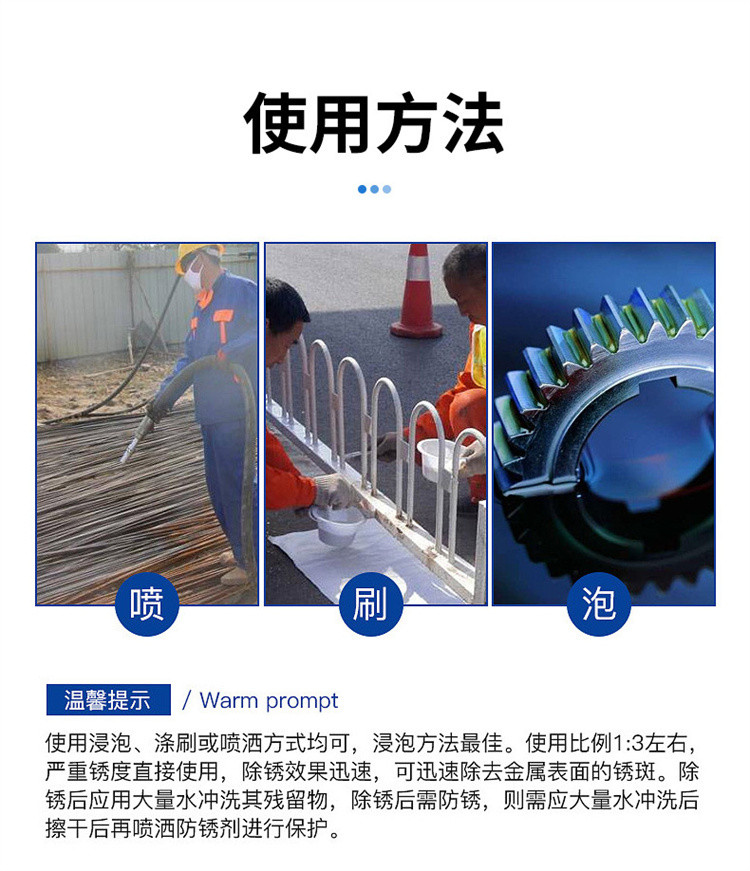
3. 简单易用:清洗剂呈液体状,只需按说明书比例稀释,即可使用。操作简单,节省人力物力。
4. 广泛应用:适用于各种不锈钢制品,如厨房用具、装饰品、等,是一款多功能清洗剂。
5. 保质期长:产品经过严格质量检测,保质期较长,用户可以放心购买和使用。
总之,张家界不锈钢清洗剂是一款具有环保、高效、安全特点的产品,是清洗不锈钢制品的理想选择。在这里,我们诚挚邀请全国各地的朋友来电咨询,洽谈合作,共同发展。让我们携手共进,为创造美好家园贡献一份力量。
除锈剂的发展前景与多个因素密切相关,包括工业发展、市场需求、技术创新以及环保意识的提高等。工业领域的不断扩大和制造业的持续发展对除锈剂的需求呈现增长态势。金属制品在各行各业的应用越来越广泛,无论是汽车、航空航天还是建筑业,都离不开对金属材料的处理。这些行业的发展将直接推动除锈剂市场的增长。环保意识的提高,市场对环保型除锈剂的需求也在不断增加。传统的除锈方法可能带有一定的环境污染,而环保型除锈剂不仅具有高效的除锈效果,而且对环境影响较小,因此受到越来越多消费者的青睐。技术创新也是推动除锈剂市场发展的重要因素。科技的发展,新的除锈剂技术将不断涌现,例如激光除锈、电解除锈等。这些新技术将提高除锈效果,降低对环境的影响,同时也为除锈剂市场带来新的增长点。然而,市场竞争也是除锈剂市场发展的重要影响因素。目前,除锈剂市场已经存在大量的供应商和产品,市场竞争激烈。为了在市场中脱颖而出,除锈剂企业需要不断提高产品质量和服务水平,满足客户的多样化需求。除锈剂的发展前景是积极的,但也面临着一些挑战。企业需要关注市场动态和技术创新,不断提高自身的竞争力,以适应不断变化的市场需求。同时,也需要注重环保和可持续发展,推动除锈剂行业的绿色转型。

除锈剂的种类:不同种类的除锈剂,如有机酸、无机酸、有机溶剂型和无机盐等,其含有的成分和防锈能力不同,对防锈寿命有着很大影响。一般来说,有机酸和无机酸类型的除锈剂能够起到更长时间的防锈作用,而有机溶剂型的除锈剂只能维持短暂的防锈效果。使用情况:除锈剂的防锈效果受到使用情况的影响。如果除锈剂涂布不均匀或对金属表面清洁不彻底,会导致防锈效果大幅降低。如果在金属表面涂上防锈剂后长时间不使用,也会导致防锈效果逐渐下降。温度和湿度:除锈剂的反应速度和效果会受到温度和湿度的影响。通常,温度和湿度越高,除锈剂的反应速度会更快,但也可能导致过度腐蚀,反而对金属表面造成伤害。金属表面:金属表面的质量和形态也会影响除锈剂的持续时间。如果金属表面不光滑或不均匀,除锈剂可能无法有效地覆盖整个表面,从而影响其持续时间和效果。环境因素:除锈剂喷洒后的环境因素也会影响其持续时间。例如,在露天环境下,紫外线和风吹雨打会对除锈剂产生不利影响,降低其持续时间。因此,为了确保除锈剂能够发挥的防锈效果,需要选择适合的除锈剂类型,并严格按照使用说明进行操作。同时,也要注意金属表面的清洁和处理,以及环境因素的影响,尽可能为除锈剂创造一个良好的使用环境。
抛丸除锈一般要求 3.1 为防止钢材与大气环境发生电化学反应而引起材料的腐蚀破坏,必须在构件表面涂覆用以阻碍其腐蚀的涂料或者金属层。构件表面涂覆层的有效寿命(按设计要求)除选用的涂料或金属层外,很大程度上取决于涂装前的基材表面除锈质量。 3.2 钢材表面的锈蚀度和清洁度可按《涂装前钢材表面被腐蚀等级和除锈等级》GB8923-88标准。 (1)钢材表面的锈蚀度:系指轧制钢板表面被腐蚀的程度,分A、B、C、D四个等级,D级不得使用。 表1 钢材表面的锈蚀度 A级 钢材表面完全被紧密的轧制氧化皮覆盖,几乎没有什么腐蚀。 B级 钢材表面已开始发生腐蚀,部分轧制氧化皮已经剥落。 C级 钢材表面已大量生锈,轧制氧化皮已因锈蚀而剥落,并有少量点蚀。 D级 钢材表面已全部生锈,轧制氧化皮已全部脱落,并普遍发生点蚀。 (2)钢材表面的清洁度,系指通过机械、手工、火焰等方法,去除钢材表面锈、脏物和表面附着物程度。构件表面的除锈方法和除锈等级应符合下表的规定。 表2 除锈方法和除锈等级 等级 处理方法 处理手段和达到要求 Sa1 喷射 抛射 喷(抛)棱角砂、铁丸、断丝和混合磨料。 轻度除锈 只除去疏松轧制氧化皮、锈和附着物。 Sa2 彻底除锈 轧制氧化皮、锈和附着物几乎都被除去,至少有2/3面积无任何可见残留物。 Sa2.5 非常彻底除锈 轧制氧化皮、锈和附着物残留在钢材表面的痕迹已是点状或条装的轻微污痕,至少有95%面积无任何可见残留物。 Sa3 除锈到出白 表面上轧制氧化皮、锈和附着物都完全除去,具有均匀多点光泽。 St2 手工 动力工具 使用铲刀、钢丝刷,机械钢丝刷,砂轮等。 无可见油漆和污垢,无附着不牢的氧化皮、铁锈和油漆层等附着物。 St3 除锈比St2更为彻底,底材显露部分的表面应具有金属光泽 AF1 火焰 火焰加热后以动力钢丝刷清除加热后附着在钢材表面产物。 无氧化皮、铁锈、油漆涂层等附着物及任何残留的痕迹,应仅表面变色。 BF1 CF1 3.3 公司内抛丸机的规格及加工能力如下:表3 位置 名称 型号 长度 规格 数量 产地 功能 成品 立式抛丸除锈机 HK-A ≤16000 1800*1300 1 无锡 抛丸除锈 成品 抛丸机 HK-2.5 ≤16000 2500*2500 1 无锡 抛丸除锈 3.4 抛丸所用的磨料为钢丸和切丸,规格为0.5~1.0mm。磨料允许重复使用,当除锈质量不能满足设计要求时,应及时更换磨料。 3.5 除锈及油漆时机要求: (1)钢构件的除锈一般应在制作质量检验合格后方可进行。对于一些截面尺寸较大,组装完成后不能进行抛丸除锈的构件,应在大组立之前进行打砂,或在钢板或型材入厂后直接进行抛丸除锈处理,然后再进行构件的制作。 (2)对于钢材表面涂有车间底漆的钢材,因焊接、火焰校正、曝晒和擦伤等原因,造成重新锈蚀的表面,或附有白锌盐的表面,必须清除干净后方可涂漆。 (3)焊接后,焊缝不宜立即涂漆。 (4)当钢材表面温度低于露点(露点值查对见附表一)以上3℃时,干喷磨料除锈应停止进行,更不得涂漆。 (5)喷(抛)射磨料进行表面处理后,一般应在4~6小时内涂第一道底漆。 (6)涂装前钢材表面不允许再有锈蚀,否则应重新喷(抛)射除锈。又如处理后表面沾上油迹或污垢,应用溶剂清洗后,方可涂装。 (7)对于钢梁的端头板、连接板,钢柱的柱底板、柱顶板、牛腿等小件板应首先进行抛丸除锈处理,然后才能进行大组立。 (8)摩擦型高强螺栓连接面的清洁度,除打到规定级别要求外,同时必须满足设计的抗滑移系数要求的粗糙度。 (9)要求喷涂防火涂料的钢构件除锈,可按有关专业标准或设计技术要求进行。与混凝土直接接触或埋入其中的构件可不进行处理。 (10)外露构件要求热浸锌和热喷锌、铝者,除锈要求为:Sa2.5 ~Sa3级,对喷涂表面粗糙度应达30~35μm。 4.涂装的一般要求 4.1 人员的要求 涂装操作人员经过培训合格后,持证上岗。 4.2 无气喷涂设备使用的要求 (1) 使用前应首先检查设备是否完好,接地是否完好。保证设备使用过程中的完好性。操作时严格按照操作规程进行操作。 (2) 涂料应经过过滤后才能使用。以免沉淀物堵塞气管。 (3) 喷涂中,吸入管不得移出涂料液面,以免吸空,造成漆膜流淌。 (4) 喷涂中,如停机应排出机内涂料,并应清洁整机。 (5) 喷涂结束后,应及时清洗高压软管和喷,以免涂料变稠或固化。 (6) 高压喷绝不允许对准操作人员或他人。 (7) 机体应有接地装置,避免静电产生电火花。 4.3 喷涂过程中应注意安全,注意防火: (1) 涂装现场或车间不允许堆放易燃品,并应远离易燃物品仓库。 (2) 现场或车间严禁烟火,并有明显的禁止烟火的标志, (3) 涂场或车间,必须备有消防水源和消防器材。 (4) 用过的溶剂和涂料的棉纱、布料应存放在安全处,并定期处理掉。 (5) 禁止向下水道倾倒涂料和溶剂。 5. 涂装工艺要求: 1.对钢结构工程所采用的涂装材料,应具有出具质量证明书,并符合设计要求。公司内一般采用无气喷涂和刷涂法。但对涂覆方法,除设计规定外不作限制。 2.选择涂料种类、匹配性能、遍数、干湿膜厚度,均应符合设计防锈要求。 3.对涂件要求一般防锈时,表面清洁度可选Sa2或St2~St3级,防锈要求高可选sa2.5~Sa3或St3级。具体涂装参数见附表二 4.当设计对涂装厚度无明确规定时,应按照合同约定执行,如果没有约定则按照工艺文件执行,一般宜涂2~3遍,干膜厚度为70~100μm。每遍涂层干漆膜厚度允许偏差为~5μm。 5.对于涂件清理后的表面和已涂装好的任何表面,应防止灰尘、水滴、油脂、焊接飞溅或其他脏物粘俯在其上面。 6.涂覆应尽可能在室内进行,并应在清洁和干燥环境中。相对湿度>85%,构件面表温度低于露点加3℃,露天作业涂覆时出现雨、雪、霜,环境温度在5℃以下或38℃以上时均应停止作业。 7.涂件准备涂覆时,应检查基层表面质量。如不符合应停止作业。 8.涂后4小时内严防雨淋。当使用无气喷涂时,风力超过5级不宜喷涂。 9.各种涂料必须具备产品合格证书和混合涂料的配料说明书。因存放过久,超过使用期的涂料,应取样进行质量检测;检测项目按产品标准的规定或设计部门要求。 10.涂料色泽应按设计要求,符合《漆膜颜色标准》GB3181-95色卡编号,必要时可作样板,封存对比。 11.涂料调制应搅拌均匀,防止沉淀,影响色泽。当天使用的涂料应在当天配置。 12.不得随意添加稀释剂。当粘度过大,不便涂(喷)刷时,可适量加入,但一次添加剂量不得超过5%。 13.构件在以下情况中不进行涂装: (1)构件需在工地焊接部位,应留出下列宽度(包含坡口部位)暂不涂装,见图1; 表4 钢板厚度T B <50mm 50 50mm-90mm 70 90mm 100 (2)被连接板遮挡住的部位; (3)距高强度螺栓孔50mm以内; (4)现场埋入混凝土部分; (5)底板的下底面; (6)其它工艺中要求的不涂漆的部位。 14.涂装前构件表面处理情况和涂装工作每一个工序完成后,都需要检查,并作出工作记录:涂件周围工作环境温度、相对湿度、表面洁度、各层刷(喷)遍数、涂料种类、配置、湿/干膜厚度等。记录表格见附表一。 15.目测涂装质量应均匀、细致,无明显色差,无流挂、失光、起皱、针孔、气泡、裂纹、脱落、脏物粘附、漏涂等,附着必须良好(用划痕法或粘力计检查)。 16.漆膜干透后,应用干膜测厚仪测出干膜厚度。做出记录,不合格规定者要补涂。测量取点: ≥5点(每点三处,取其平均值)。所测点90%以上达到标准涂层厚度,最小厚度值不小于标准值的70%。损伤涂膜应根据损伤的情况砂、磨、铲后重新按层涂刷,按原工艺要求修理。 17.包浇、埋入混凝土部位均不涂刷油漆。
、表面处理: 1.1砂轮机除锈 1.1.1表面预处理是整个防腐过程中的重要环节,保证涂层质量的先决条件,关系到防腐蚀材料能否发挥覆盖屏闭作用,关系涂料涂层的整体使用年限。 1.1.2基层除锈后,不得受损或使之变形,若有严重腐蚀或变形情况,失去承载能力的基层,不能承受设计压力的设备、应及时通知甲方更换。 1.1.3对腐蚀严重部位用电动角磨机、电动网刷对金属表面上的污物、焊渣、铁锈、氧化皮彻底清除干净,特别是(夹角、死角)等部位,使基层表面露出明显的金属光泽,达到甲方要求除锈标准。 1.1.4动力工具除锈后表面应干燥、无油污、无氧化皮、无锈迹、无灰尘,表面粗糙度应达到RZ20—40μm,符合GB8923—88及GB9793—88规定要求的等级标准。 1.1.5人员操作时必须配备全套劳保用品;安全帽的正确佩带,防风眼镜、口罩、胶皮手套、防尘帽、及高空作业时挂好安全带。 1.1.6打开磨光机等其速度正常运转时,让砂轮网的一半放在磨光对象表面上用适当的力量按住,砂轮网的转动方向始终朝前转动,以免被磨削的杂物射向人身体。 1.1.7操作人员一定要双手握住磨光机,防止磨光机在角棱及其他附件处弹起伤到身体. 1.1.8磨光片应来回摩擦直至金属面达到St3.0级.使其钢铁表面无油污、铁锈、无阴影条纹并露出金属本色。 1.1.9除锈工具采用φ100角磨机,铜丝碗形刷;所用电源导线必须是三芯电缆。电源插座应为橡胶外壳。 1.1.10使用砂轮机除锈施工时,施工人员用力要适宜。不得用力过度以免损坏机械,棱角部位除锈时,必须握牢角磨机,以防脱手伤人。施工人员必须戴上口罩、护目镜及其他劳保用品。 1.1.11不易打磨的部位,用刮刀、手锤、钢丝刷和砂布等除去浮锈;使用合金钢铲除锈时,铲与基体表面必须成10-20度夹角,一刀压一刀进行清除。 1.1.12采用手工或动力工具处理时,不得使用金属表面受损或使之变形的工具和手段。 1.1.13除锈标准达到St3.0级,要求被清理表面无锈蚀、油污、浮土等杂物,使金属表面显现比较明显的金属光泽。 1.1.14基体表面处理验收合格后,办理隐蔽工程记录后,应在8h内涂完第一层涂料涂装,防止表面再度生锈。 1.1.15表面应清除掉钢材表面的毛刺、焊渣、飞溅物、积尘和疏松的氧化皮、铁锈、油脂及涂层等物。 1.1.16钢材表面如局部有油脂和污垢,一般可采用局部处理措施;大面积或全部有,则可采用棉纱蘸有机溶剂进行清洗。 1.1.17手工除锈:主要是用刮刀、手锤、钢丝刷和砂布等工具除锈。 1.1.18动力工具除锈:主要是用电动砂轮除锈。 1.1.19质量要求:手工、机械除锈方式,除锈等级应达到业主要求等级;处理后的构件表面不应有焊渣、锌瘤、灰尘、油污、水分和漆皮等。 1.1.20表面处理等级应符合下列规定标准: 本工程手工和砂轮机表面处理的标准应符合规范中相应等级; 即: 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈、涂层和附着物,钢材的显露部分的表面应具有底材的金属光泽。 1.1.21如遇阴雨、潮湿天气,为保证下道工序的质量,应采取措施(如立即涂刷铁红环氧带锈防锈漆,塑料布折盖)等,预防二次锈蚀现象。 1.1.22表面处理后,待质检、监理人员检查验收合格并签字后,用棉纱、破布将表面灰尘清扫干净,立即涂刷第一道防锈涂料,防止二次锈蚀发生,然后根据工程工期及技术标准认真施工。 1.2. 安全与劳动保护 1.2.1 操作人员必须戴空气分配器的头盔面罩和防护服手套和耳塞。 1.2.2头盔上的面罩玻璃要经常更换,保证良好的能见度。 1.2.3 划清工作区与安全区,施工现场要安全标志线禁止无防护的人员进入磨料直接或间接射及的区域。 1.2.4 清理曾贮存易燃有害物品的容器,事先应清除干净并经分析合格后,工作人员方可进入容器,作业时应配置通风装置。 1.2.5 作业前操作工应先检查砂轮机是否可以正常工作。 1.2.6 施工现场须合理配置防雨棚和挡水板,防止雨水和灰尘进入容器。 (1)在不放大的情况下进行观察时,钢材表面应无可见的油脂和污垢,并且没有氧化皮、铁锈、涂料涂层和异物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。 (2)手工除锈检查合格后,应在8h内完成质量检查及第一道胶粘剂涂装。 (3)手工处理后的金属表面应呈均匀的粗糙度,除钢板原始锈蚀或机械损伤造成的凹坑外,不应产生肉眼明显可见的凹坑和飞刺,要求达到的粗糙度的值为40-75μm。 1.2.7 在除锈达到要求后,所有的磨料、灰尘等,都要清除干净,可采用真空吸尘器或其他合适的工具(如扫帚、抹布)。 1.2.8 表面预处理合格后至涂敷第一道胶粘剂的间隔时间不应超过8h。如果表面在8h间隔内出现锈蚀现象,涂敷前应对锈蚀部位重新进行表面预处理。
欢迎致电咨询!!!
合作共赢!!!


编辑:除油除锈剂厂家-AEZbHyOax
本文链接:http://news.xnnews.com.cn/taoyitui/Article-chuxiu-63277.html
上一篇:
喀什铝件清洗剂厂家定做/按人气口碑榜单推荐
下一篇:
汕头管道除锈剂客服服务中心/口碑榜单推荐











